


滨州格瑞滨州球墨铸铁管浇注系统的两个滨州球墨铸铁管件充型速度不同时,滨州球墨铸铁管充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,滨州球墨铸铁管造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。滨州球墨铸铁管塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,滨州球墨铸铁管浇注过程中负压中断,断流都会形成塌箱。消失模没有分型面不会发生空腔铸造中所说的跑火现象,滨州球墨铸铁管它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。
我们根据滨州球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在滨州球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,浇注过程中负压中断,断流都会形成塌箱。滨州球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。
如将工模具分别称为运动部件工具和不运动部件工具。这是根据在挤压过程中,工模具部件所处的运动和不运动状态来进行分类的。尼科波尔南方钢管厂则将挤压工模具分为操作工具和辅助工具。直接接触高温变形金属的部件称为操作工具,如挤压筒内衬、挤压模、芯棒、挤压垫、挤压杆;而不直接接触高温变形金属的部件称为辅助工具,如座、套、环、支承、连杆等。在不同结构的挤压机上,滨州球墨铸铁管价格不直接与变形金属接触的工具称为辅助工具,包括挤压筒、中套、外套、模座、模套、模支承、芯棒连杄、芯棒支承、挤压杆后支承等。将变形模具和辅助工具统称为工模具挤压工模具还有其他的分类方法,上述挤压工模具由于其在挤压机上固定方法的不同,做成不同的形式。在老式结构的挤压机上,
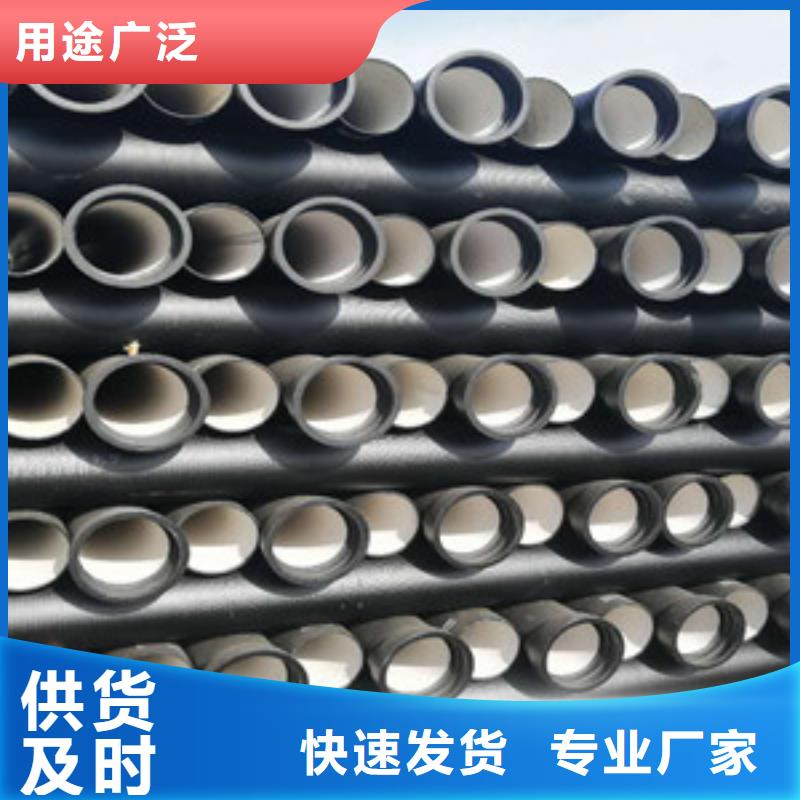
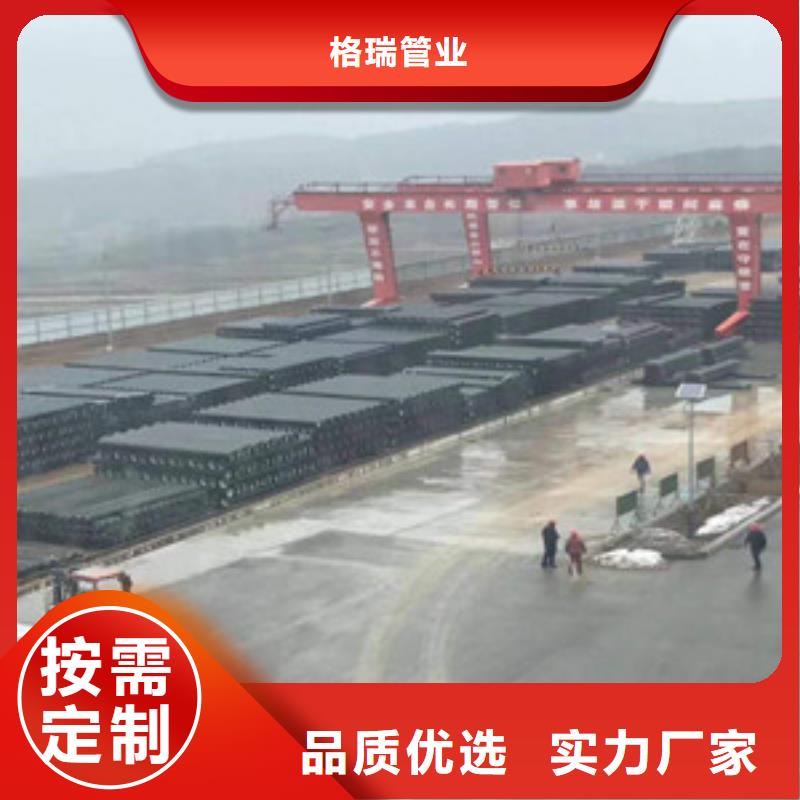
大口径滨州球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。滨州球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续滨州球墨铸铁管),质量不是很能保证。离心滨州球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型滨州球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型滨州球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的滨州球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到滨州球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。 
